Leer solderen: een diepgaande gids
Soldering is een belangrijke vaardigheid voor het bouwen van elektronische apparaten.Het heeft precisie, kennis en de juiste tools nodig om sterke en betrouwbare verbindingen te maken.Deze gids legt de belangrijke technieken en materialen uit voor goed solderen, zoals het kiezen van het juiste soldeerijzer en het begrijpen van hoe flux helpt perfecte soldeerverbindingen te maken.Het omvat verschillende soldeerijzers en hun gebruik, en benadrukt het belang van temperatuurregeling om onderdelen te beschermen en hun duurzaamheid te waarborgen.De gids benadrukt ook het gebruik van het juiste type soldeer, gericht op zowel traditionele als nieuwe legeringen voor een betere gewrichtssterkte en prestaties in verschillende omstandigheden.Door te detailleren hoe u soldeertips kunt bloeien en behouden en zowel basis- als geavanceerde soldeeringsmethoden kunnen bestrijken, geeft deze gids lezers de vaardigheden om nauwkeurig en effectief solderen uit te voeren in vele elektronische projecten.
Catalogus
Afbeelding 1: Solden
Het soldeerbanen
Een soldeerbout is een belangrijk hulpmiddel in elektronica, voornamelijk gebruikt voor solderen, waarbij twee of meer elektronische componenten worden verbonden door soldeer eromheen te smelten.Dit proces creëert een permanente binding tussen componenten en de printplaat.De primaire functie van een soldeerbout is om het soldeer te verwarmen, een smeltbare metalen legering, totdat het smolt en in de gewricht stroomt tussen twee werkstukken, zoals een componentkabel en een contactpunt op de printplaat.

Figuur 2: Het soldeerbout
U hebt een soldeerbout nodig om componenten aan printplaten te bevestigen.Het biedt warmte om het soldeer te smelten, waardoor het kan stromen en de kleine openingen tussen de pin van de component en het kussen op de printplaat vullen.Zodra het soldeer is afgekoeld, stolt het en vormt het een elektrische en mechanische verbinding die de component aan het bord beveiligt.Dit proces zorgt ervoor dat elektronische apparaten goed werken.Via deze methode zijn componenten zoals weerstanden, condensatoren en geïntegreerde circuits stevig bevestigd aan PCB's en vormen de kern van talloze elektronische apparaten.
Soorten soldeerijzers

Figuur 3: Lage en hoge wattage soldeerijzers
Solder met lage wattage strijkijzers
Soldering ijzers met een vermogensbeoordeling van 15 tot 40 watt zijn perfect voor delicaat elektronisch werk.Ze zijn ideaal voor taken zoals het bevestigen van componenten aan printplaten, waar overmatige warmte gevoelige onderdelen kan beschadigen.Het lagere wattage zorgt voor precieze temperatuurregeling, waardoor het risico op oververhitting van het soldeer of delicate componenten wordt verminderd.Deze strijkijzers worden echter langzamer opwarmen en kunnen moeite hebben om een consistente temperatuur te behouden tijdens langdurig gebruik of bij het werken met componenten met een hoge thermische massa.
Soldeers met een hoge wattage
Solderijzers met een vermogensbeoordeling van 60 tot 100 watt of meer zijn ontworpen voor taken die snelle en consistente hoge hitte vereisen.Deze gereedschappen zijn belangrijk voor het samenstellen van grotere onderdelen of dikke draden omdat ze sterke en gestage hitte nodig hebben om vaste soldeerverbindingen te maken.IJzers met hoge wattage zijn ook goed geschikt voor continue, veeleisende soldeertaken, die hoge temperaturen behouden zonder thermische drop-off.Deze betrouwbaarheid nuttig in professionele instellingen waar tijdefficiëntie en snelle doorvoer belangrijk zijn.
Temperatuurgestuurde soldeerboutstations Voordelen
Consistente kwaliteit en betrouwbaarheid zorgt voor uniforme soldeergewrichten, waardoor zwakke plekken en mislukkingen in elektronische circuits worden voorkomen.
Verbeterde veiligheid van componenten is nauwkeurige warmte van toepassing, waardoor thermische schok en warmtegerelateerde schade aan gevoelige componenten wordt vermeden.
Verbeterde soldeersnelheid en efficiëntie elimineert de behoefte aan handmatige temperatuuraanpassingen, waardoor het soldeerproces wordt versneld.
Vermindering van afval en herwerken vermindert defecten en herwerken, het behoud van middelen en het minimaliseren van afval.
Temperatuur beheren om schade te voorkomen en het solderen van hoge kwaliteit te garanderen
Hier zijn strategieën voor effectief temperatuurbeheer:
Kies eerst het solderen van ijzers en tips die consistente temperaturen handhaven.Selecteer tips op basis van hun thermische geleidbaarheid en capaciteit om temperatuur vast te houden, omdat deze factoren de warmtevoeding van de warmte aan het soldeergewricht beïnvloeden;
Ten tweede kalibreer de soldeerapparatuur regelmatig om nauwkeurige temperatuurweergaven te garanderen.Houd de apparatuur in het reinigen en vervangen van versleten tips om een efficiënte en gecontroleerde warmteoverdracht te garanderen;
Ten derde, temperatuurfeedbacksystemen: gebruik geavanceerde soldeerboutstations met temperatuurfeedbacksystemen voor verbeterde precisie.Deze systemen passen het vermogen aan om de ingestelde temperatuur te handhaven, compenseren voor thermische belasting en veranderingen in de omgevingstemperatuur;
Vervolgens moeten operators niet alleen worden getraind in soldeerkolkentechnieken, maar ook in het belang van temperatuurregeling.Ze moeten weten hoe ze instellingen moeten lezen en aanpassen op temperatuurgecontroleerde eenheden en tekenen van onjuiste temperatuurtoepassingen moeten herkennen;
Controleer ten slotte de soldeeromgeving om fluctuaties van de omgevingstemperatuur te voorkomen.Het installeren van airconditioning of verwarmingssystemen om een stabiele omgeving te behouden helpt inconsistente soldeerverbindingen te voorkomen.
Het soldeer
Soldeer is een smeltbare metaallegeringsbehoefte voor het creëren van permanente bindingen tussen metalen stukken in elektronica en sanitair.Het moet de materialen waarmee het zich bij zich aansluit, nat maken, gemakkelijk te gebruiken zijn en mechanische sterkte behouden.Terwijl de composities van de soldeers variëren, is een traditionele mix tin en lood.

Figuur 4: Soldeer
Een historisch gangbare soldeersamenstelling is 60% tin en 40% voorsprong.Deze eutectische blend smelt tussen 183-190 ° C (361-374 ° F) en overgangen soepel tussen vaste en vloeibare toestanden.Deze legering balanceert mechanische sterkte zonder gebruik, waardoor het populair is voor handmatig solderen.Het produceert een glanzende afwerking wanneer gekoeld, wat een goed gemaakte gewricht aangeeft.
Loodvrije soldeers zijn ontwikkeld om de zorgen van gezondheid en milieu aan te pakken.Tin-leadsoldeers blijven echter in gebruik waar loodvrije opties niet kunnen voldoen aan prestatiebehoeften, zoals in omgevingen op hoge temperatuur.Lood-gebaseerde soldeers zijn gemakkelijker om mee te werken, omdat ze bij lagere temperaturen en natte oppervlakken effectiever smelten dan veel loodvrije alternatieven.
Soldeervariëteiten en hun toepassingen
Fijn versus dik soldeer: differentiërend gebruik in elektronische toepassingen
Solder wordt geleverd in verschillende diameters, elk op maat gemaakt voor specifieke taken.Fijn soldeer, met een diameter van 0,010 tot 0,031 inch, is ideaal voor precisiewerkzaamheden zoals solderen op dicht gepakte printplaten (PCB's) waar componenten dicht bij elkaar zijn.De kleinere diameter biedt betere controle en vermindert het risico op het creëren van soldeerkreggingen tussen nabijgelegen pinnen op componenten zoals microcontrollers of oppervlaktemontageapparaten (SMD's).
Dikke soldeer, meestal meer dan 0,062 inch in diameter, wordt gebruikt voor taken die meer soldeer vereisen, zoals het aansluiten van grotere componenten en draden of werken met stroomelektronica.Dikke soldeer blinkt uit in efficiënte warmteoverdracht, het beste voor hoogstroomverbindingen of grote thermische massa's.Met deze eigenschap kan het soldeer snel en gelijkmatig stromen, sterke en betrouwbare verbindingen vormen en het solderenproces versnellen.
Kiezen tussen fijn en dik soldeer hangt af van de fysieke en thermische behoeften van de componenten.Fijn soldeer wordt vaak gekozen voor gevoelige elektronica waar overmatige warmte delicate onderdelen kan beschadigen.Dikke soldeer heeft de voorkeur om snel af te koelen en het gewricht te verstevigen zonder oververhitting in de buurt.
Special Solderers: Verbeterde gewrichtssterkte verkennen met toegevoegde materialen
Naast het traditionele lood-tin-soldeer zijn er soldeers met toegevoegde materialen, zoals zilver, om de sterkte en prestaties van de gewricht te stimuleren.Zilverdragende soldeers worden gewaardeerd in zowel elektronica als sanitair voor hun superieure mechanische eigenschappen en lagere smeltpunten in vergelijking met pure lood-tin-soldeers.
In elektronica verbetert het toevoegen van zilver de geleidbaarheid en thermische vermoeidheidsweerstand, waardoor het perfect is voor hoogfrequente of hoge temperatuuromgevingen.Zilver soldeer wordt bijvoorbeeld gebruikt in autotoepassingen, ruimtevaartelektronica en zonnepanelen, waar gewrichten strenge omstandigheden moeten weerstaan.
De verhoogde gewrichtssterkte van zilver vermindert het risico op mechanisch falen.Bovendien verlaagt zilver het smeltpunt van het soldeer, waardoor de thermische spanning op componenten tijdens het soldeeringsproces wordt verminderd.De hogere zilverkosten maken deze soldeers echter minder economisch voor standaardtoepassingen.Het gebruik ervan is gerechtvaardigd in situaties waarin betrouwbaarheid en prestaties op lange termijn belangrijker zijn dan initiële kosten.
Rol van flux
Flux is vereist bij het solderen omdat het metalen oppervlakken bereidt voor soldeertoepassing.Het is taak om deze oppervlakken schoon te maken en te primen, waardoor ze vrij zijn van oxiden en verontreinigingen die de binding kunnen verzwakken.Wanneer metalen worden verwarmd tijdens het solderen, hebben ze de neiging om te oxideren bij contact met lucht.Deze oxidatie creëert een niet-geleidende metaaloxidelaag die de juiste soldeeradhesie belemmert.
Wanneer flux wordt aangebracht en op een metaaloppervlak wordt verwarmd, wordt deze oxiden geactiveerd en verwijderd en het oppervlak effectief schoongemaakt.Hiermee wordt het schone metaal eronder blootgelegd, waardoor het soldeer effectiever kan binden.Flux verbetert ook de bevochtigingseigenschappen van het soldeer, wat betekent dat het soldeer zich gelijkmatig kan verspreiden en beter contact kan maken met het metaal, goed voor het creëren van een sterke elektrische en mechanische verbinding.

Figuur 5: Solderflux
Soorten flux
Hier zijn enkele veel voorkomende fluxtypen die worden gebruikt bij het solderen:
• Rosin flux: gemaakt van natuurlijke hars geëxtraheerd uit pijnbomen, harsflux wordt gebruikt bij elektrische en elektronica -solderen.Het voorkomt oxidatie bij soldeertemperaturen en is mild in zijn werking.Er zijn drie subtypen gebaseerd op activiteitsniveau: hars (R), Rosin geactiveerd (RA) en Rosin mild geactiveerd (RMA).RA en RMA -fluxen bevatten additieven die hun reinigingsactie verbeteren, waardoor ze nuttig zijn voor oppervlakken met meer oxidatie.

Figuur 6: Rosin flux
• In water oplosbare flux: deze fluxen zijn agressiever dan op hars gebaseerde en kunnen na het solderen worden weggespoeld met water.Ze worden gebruikt in sanitaire en hoge zuiverheidstoepassingen.
• Niet-reinigende flux: ontworpen om post-solding opruimen te minimaliseren, laten geen spleetfluxen minimale residuen achter die niet-geleidend en niet-corrosief zijn.Ze zijn geweldig voor wanneer hoe de montage er belangrijk uitziet en wanneer extra reiniging delicate onderdelen kan schaden.Er worden geen schuimende fluxen gebruikt bij het maken van consumentenelektronica omdat ze helpen bij het efficiënt zijn en het omgaan met grootschalige productie.

Figuur 7: No-Clean Flux
• Zure flux: deze sterk corrosieve flux wordt gebruikt voor niet-elektronische toepassingen zoals plaatwerkwerk en sanitair met koperen pijpen.Het verwijdert oxidatie maar niet geschikt voor delicate elektronica, omdat het printplaten en componenten kan corroderen.
De soldeertip

Afbeelding 8: De soldeertips
Soorten tips
Conische tips
Conische tips of kegelpunten hebben een scherpe, kegelachtige vorm die ze veelzijdig maakt voor precisie-soldeertaken.Hun smalle punt biedt toegang tot krappe ruimtes, waardoor gedetailleerd solderen op gevoelige componenten mogelijk zijn zonder aangrenzende gebieden te storen.Deze tip is effectief voor nauwkeurig solderen op knooppunten of tussen nauw opeenvolgende leads, waardoor nauwkeurigheid en minimale verstoring worden gewaarborgd.

Figuur 9: Conische soldeertip
Puntige tips
Puntige tips hebben een scherpere uiteinde dan conische tips, het verbeteren van de precisie en het richten van warmte naar kleinere doelen.Dit ontwerp is goed voor gedetailleerd solderen op gedrukte printplaten (PCB's) waar exacte warmte vereist is.Pointed tips blinken uit in het aanpakken van individuele soldeerverbindingen en het navigeren van dichtbevolkte elektronische assemblages, waardoor pinpoint-nauwkeurigheid goed is voor hoogwaardig circuitwerkzaamheden.

Afbeelding 10: Pointed Soldering Tip
Tips voor schroevendraaier
Tips voor schroevendraaier hebben een plat, schroevendraaierachtig uiteinde, waardoor ze optimaal zijn voor het solderen van grote oppervlakken die een aanzienlijke warmteverdeling vereisen.Deze tips vergemakkelijken snelle warmteoverdracht over grotere gebieden, ideaal voor het solderen van draden of componenten die snelle verwarming nodig hebben.Hun brede oppervlak is nuttig voor gelijkmatig verwarmings- en inzet draden, waardoor processen worden gestroomlijnd in productie-instellingen met een groot volume.

Afbeelding 11: Soldeertip van schroevendraaier
Beitel tips
Beitel tips combineren de functionaliteiten van platte en puntige tips, met een breed, platte uiteinde dat enigszins smaller.Dit ontwerp brengt een efficiënte warmteoverdracht en gerichte toepassing in evenwicht, waardoor ze geschikt zijn voor zowel grote componenten als solderende en gedetailleerde taken.Gerand in professionele omgevingen, beitel tips ondersteunen diverse applicaties, van drag -solderen tot het tegelijkertijd overbruggen van meerdere pennen, wat een veelzijdig hulpmiddel biedt bij het solderen van arsenalen.

Figuur 12: beitel soldeertip
Schuine tips
Bevel tips combineren de kenmerken van conische en beiteltips, waardoor ze zich aanpassen aan algemeen solderen over verschillende componenten.Hun ontwerp zorgt voor nauwkeurige maar sterk solderen, ideaal voor gedetailleerde elektronische taken en zwaardere toepassingen die effectieve warmteoverdracht naar grotere pads of leads vereisen.Deze dubbele functionaliteit maakt Bevel Tips een go-to voor technici die een evenwicht nodig hebben tussen details en schaal in soldeertaken.

Afbeelding 13: Bevel soldeertip
Mes tips
Mes -tips worden vervaardigd voor drag -solderen, waarbij de punt langs een reeks pennen of pads wordt gesleept om meerdere soldeerverbindingen in één motie te maken.Dit tiptype is van onschatbare waarde voor het efficiënt hanteren van meerdere gewrichten, op oppervlaktemontageapparaten op PCB's.De mesachtige vorm zorgt voor continu solderen over verbindingen zonder het ijzer op te tillen en de productiviteit te verbeteren in specifieke soldeeringsactiviteiten.

Afbeelding 14: Kneuze soldeertip
Onderhoud van de punt
Twee gemeenschappelijke methoden voor het reinigen van de punt zijn het gebruik van een vochtige spons en het gebruik van metaalwol.
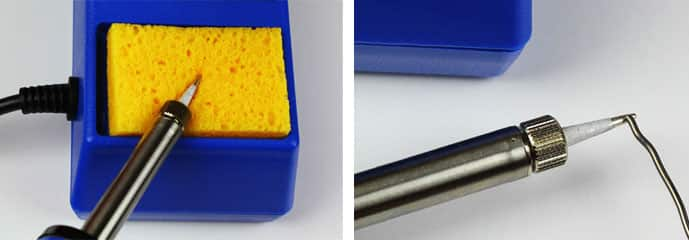
Vochtige spons: deze traditionele methode omvat het vegen van de hete soldeertip op een natte spons.Het belangrijkste voordeel is dat het effectief oude soldeer- en fluxresten verwijdert zonder te schurend te zijn.Het vocht koelt het soldeer snel af, waardoor het gemakkelijk is om af te vegen.De plotselinge koeling kan echter thermische schok veroorzaken, waardoor de punt in de loop van de tijd mogelijk wordt beschadigd en de levensduur ervan wordt verminderd.
Metaalwol: metaalwol, vaak gemaakt van messing of roestvrij staal, biedt een andere reinigingsmethode.Het vegen van de punt tegen de metaalwol reinigt het zonder abrupte koeling te veroorzaken, de thermische spanning te verminderen en mogelijk de levensduur van de punt te verlengen.De schurende aard van metaalwol kan echter de punt verslijten als ze te veel worden gebruikt.

Figuur 15: Twee gemeenschappelijke methoden voor het reinigen van de punt
De tip vasthouden: proces en belang
Zorg er eerst voor dat de punt schoon is om het proces van tinnen te beginnen door een vochtige spons of metalen wol te gebruiken.Verhit vervolgens het soldeerbout op de bedrijfstemperatuur.Eenmaal verwarmd, raak een kleine hoeveelheid soldeer rechtstreeks op de punt en bedek de hele punt voorzichtig met het gesmolten soldeer.Veeg ten slotte kort de punt af op een reinigingsmateriaal om een overtollige soldeer te verwijderen, waardoor een glanzende coating op de punt achterblijft.
Tinning is belangrijk voor het handhaven van de levensduur en efficiëntie van een soldeerkeedstip.Door een beschermende laag te creëren, voorkomt tinnen oxidatie en corrosie wanneer de punt heet is en blootgesteld aan lucht.Een tip met goed gekleurde verhoogt de thermische geleidbaarheid, waardoor een efficiëntere en precieze warmteoverdracht naar het soldeergewricht mogelijk is.Regelmatig tinnen verbetert niet alleen de prestaties, maar verlengt ook de levensduur van de tip door deze schoon en goed onderhouden te houden, waardoor de frequentie van vervangingen wordt verminderd.
Soldertechnieken
We zullen verschillende solderentechnieken, hun methoden, toepassingen en tips voor best practices verkennen.
Zacht solderen
Zacht solderen is de meest voorkomende techniek in elektronica.Het maakt gebruik van een laag smeltpuntlegering, een mix van tin en lood, of voor veiligere opties, tin met koper of zilver.De temperatuur is relatief laag, ongeveer 250 ° C, geschikt voor warmtegevoelige elektronische componenten.
Om te beginnen met het solderen, begin je met het grondig reinigen van de te sluiten oppervlakken, zodat alle oliën en oxidatie worden verwijderd.Breng vervolgens flux aan op de oppervlakken om oxidatie tijdens het solderenproces te voorkomen.Verwarm het gewricht met behulp van een soldeerbout en breng vervolgens soldeer aan, zodat het vrij over de gewricht kan stromen om een beveiligde verbinding te creëren.Gebruik voor optimale resultaten een soldeerbout met de juiste puntgrootte om een betere warmtebestrijding te behouden en te voorkomen dat de componenten oververhitting worden, wat kan leiden tot schade.Zorg ervoor dat het soldeer gelijkmatig wordt verdeeld om een betrouwbare en duurzame verbinding te bereiken.
Hard solderen
Hard solderen of solderen, gebruikt een hogere smeltpuntlegering, een messing of zilveren legering, bij temperaturen variërend van 600 tot 900 ° C.Het is geschikt voor het samenvoegen van metalen onderdelen in sanitair, HVAC -systemen en andere situaties die sterke gewrichten vereisen.
Zorg er eerst voor dat alle oppervlakken zorgvuldig worden gereinigd.Breng vervolgens flux aan op het gebied aan om oxidatie te voorkomen bij blootstelling aan hoge temperaturen.Verhit vervolgens de onderdelen met een fakkel en breng het soldeer voorzichtig aan.Het is belangrijk om het gewricht grondig te verwarmen zonder het omliggende metaal te verhelpen.Draag altijd veiligheidsuitrusting, zoals handschoenen en oogbescherming, om te beschermen tegen hoge temperaturen en potentiële metaalspatten.
Reflow solderen
Reflow -solderen wordt gebruikt in de productie van PCB's (gedrukte printplaten) om meerdere componenten tegelijkertijd te solderen.Deze techniek omvat het aanbrengen van soldeerpasta (een mix van flux en soldeertdeeltjes) op het bord, het plaatsen van componenten bovenop en vervolgens het verwarmen van de montage in een reflowoven.
Om een gedrukte printplaat (PCB) te monteren, begin je met het aanbrengen van soldeerpasta op het bord met behulp van een stencil.Plaats vervolgens de componenten zorgvuldig op het bord.Voer vervolgens de PCB door een Reflow -oven en zorg voor een geregeld temperatuurprofiel.Controleer de temperatuur om koude gewrichten of oververhitte componenten te voorkomen.En tot slot, zorg ervoor dat de soldeerpasta vers is en correct bewaard om de effectiviteit ervan te behouden.
Golf solderen
Wave Soldering is een massa-solderenproces voor PCB's, effectief voor door hen vergulde componenten.Het gaat om het passeren van de PCB over een golf van gesmolten soldeer die vasthoudt aan blootgestelde metalen gebieden waar flux is aangebracht.
Begin met het invoegen van alle door gat componenten op de PCB.Breng vervolgens de flux aan op de onderkant van de PCB om het solderenproces te vergemakkelijken.Geef vervolgens de printplaat over een gesmolten soldeergolf met behulp van een transportsysteem, zodat het soldeer zich goed hecht.Voor optimale resultaten, pas de transportsnelheid en golfhoogte aan om zelfs solderen over de hele linie te bereiken.Verwarm de printplaat voor om thermische schok te voorkomen en zorg voor een soepelere soldeerstroom.
Hoe te solderen?
Voordat u met een soldeerbanen begint, is het belangrijk om uw soldeerbout klaar te maken door de tip met soldeer te coaten.Dit helpt het ijzer beter op te warmen en duurt langer door slijtage te voorkomen.Bevestig eerst de punt op het ijzer en zet deze aan, waardoor de temperatuur op 400 ° C (752 ° F) wordt ingesteld als u deze kunt aanpassen.Reinig de punt met een vochtige spons om vuil of roest te verwijderen.Eenmaal schoon, verwarm de punt een beetje en raak deze aan met soldeer totdat deze gelijkmatig is bedekt.U moet dit voor en na elk gebruik doen om de tip in goede staat te houden.Na verloop van tijd zal de punt verslijten en moet ze worden vervangen als deze ruw of beschadigd wordt.
Afbeelding 16: de punt inslaat
Om een printplaat te solderen, begin je met het invoegen van de LED -leads in de aangewezen gaten.Draai het bord om en buig de leads naar buiten in een hoek van 45 graden om ze in contact te houden met het koperen kussen.Vermogen op het soldeerbout en zet het op 400 ° C.Verwarm de gewricht door de punt van het ijzer tegen zowel het koperen kussen als de LED-voorsprong te plaatsen gedurende ongeveer 3-4 seconden.Dit zorgt voor voldoende warmteoverdracht.Stel vervolgens het soldeer indirect in aan het gewricht en laat de warmte van de gewricht het soldeer smelten om een duurzame binding te vormen.Laat het soldeer na het verwijderen van het ijzer op natuurlijke wijze afkoelen om een glad, glanzend gewricht te bereiken met een kegelachtige vorm.Trimt overtollig leads zodra het soldeer stolt.

Figuur 17: Hoe te solderen (1)
Begin om de draden van de soldeer te solderen, met het strippen van de isolatie van de draaduiteinden en het draaien van gestrande draden om rafelen te voorkomen.Verhit het soldeerbout en druk vervolgens de punt op een van de draden gedurende 3-4 seconden om het op te warmen.Breng soldeer gelijkmatig over de verwarmde draad aan en herhaal dit met de tweede draad.Zodra beide draden zijn vastgelegd, lijnen ze uit en verwarm de gewricht met het ijzer om het soldeer op beide draden te smelten, waardoor een vaste binding wordt gewaarborgd.Laat het gewricht op natuurlijke wijze afkoelen voordat u het isoleert met warmte krimpende slang.Deze techniek garandeert een sterke, duurzame verbinding die bestand is tegen fysieke stress en elektrische slijtage.
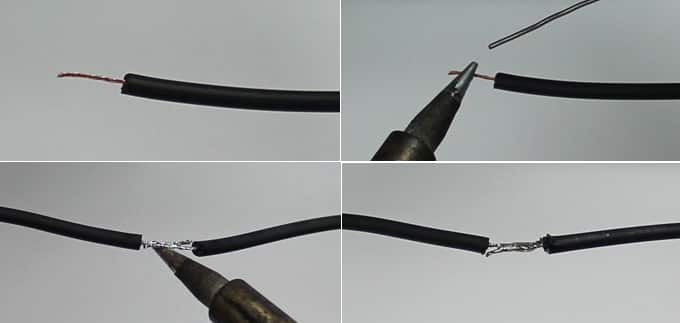
Afbeelding 18: Hoe draden te solderen(2)
Desolding is goed voor het verwijderen van elektronische componenten of het corrigeren van soldeerfouten.Gebruik een desolding -vlecht (of soldeeracht) door deze over het gewricht te plaatsen en te verwarmen met uw soldeerbanen.De vlecht absorbeert het gesmolten soldeer en verwijdert het netjes uit het gewricht.Behandel de hete vlecht zorgvuldig om brandwonden te voorkomen.Gebruik een soldeer -sukkel voor grotere hoeveelheden soldeer.Bereid de sukkel voor door de plunjer naar beneden te drukken, de gewricht te verwarmen en vervolgens de punt van de sukkel over het gesmolten soldeer te plaatsen en op de knop te drukken om te zuigen en het soldeer weg te tillen.Herhaal zoals vereist om het gewricht te wissen.
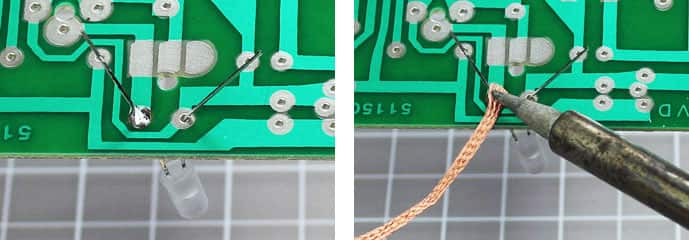
Figuur 19: Desolding
Veel voorkomende soldeerproblemen
Overtollig soldeer kan kortsluiting veroorzaken door afzonderlijke verbindingen te overbruggen, functionaliteit en veiligheid van het apparaat te riskeren.Hier zijn methoden om overtollig soldeer te beheren en te verwijderen:
Het gebruik van soldeerwick: een soldeerachtige of desolding vlecht, bestaat uit fijne koperdraadstrengen die soldeer absorberen wanneer verwarmd.Om het te gebruiken, plaatst u de vlecht over het overtollige soldeer en drukt u de verwarmde soldeerstip op de vlecht.Terwijl het soldeer smelt, wordt het opgenomen in de vlecht en verwijdert het uit het beoogde gebied.Zorg ervoor dat het ijzer niet te heet is om te voorkomen dat de vlecht of printplaat wordt beschadigd.
Solder Sucker Tool: deze tool is effectief voor grotere klodders soldeer.De Solder Sucker is een kleine mechanische pomp die gesmolten soldeer stofziet wanneer de trigger wordt ingedrukt.Verwarm het soldeer op een gesmolten toestand met het soldeerbad en plaats dan snel de punt van de soldeer -sukkel over het gesmolten soldeer en activeer het.Timing en positionering zijn belangrijk voor effectief gebruik.
Opwarmen en weg slepen: soms verwarmen het soldeer en het slepen van het weg met de soldeer -ijzertip kan voldoende zijn voor kleine excessen.Deze methode vereist een vaste hand en controle over het soldeerbout om te voorkomen dat het soldeer verder wordt verspreid.
Preventieve maatregelen: gebruik om overtollig soldeer te voorkomen alleen de hoeveelheid voor het gewricht.Verhit het gewricht grondig voordat u het soldeer aanbrengt en verwijder de soldeerdraad voordat u het vuur verwijdert om overmatige stroom te voorkomen.
Conclusie
Leren hoe u een goede behoefte kunt hebben voor iedereen die werkt met elektronische apparaten.Deze gids heeft betrekking op de gereedschappen, materialen en technieken die nodig zijn voor goed solderen.Het benadrukt het belang van het kiezen van de juiste tools, het beheren van temperatuur en het gebruik van de juiste soorten soldeer en flux.Het verklaart verschillende soorten soldeerijzers en hun gebruik en de rol van flux bij het bereiden van metalen oppervlakken.De gids vertelt ook over het verzorgen van tips voor solderen en gedetailleerde soldeerkleurmethoden, wat de behoefte aan precisie en zorg in elke taak aantoont.Met deze informatie zijn lezers beter uitgerust om verschillende soldeerbanen te verwerken, waardoor hun elektronische projecten duurzaam zijn en goed werken in de loop van de tijd.
Veelgestelde vragen [FAQ]
1. Wat mag nooit worden gebruikt bij het solderen?
Vermijd tijdens het solderen materialen die de integriteit van het gewricht in gevaar kunnen brengen of de veiligheidsrisico's kunnen vormen.Gebruik ten eerste geen zuren of onbekende chemicaliën als flux, alleen specifieke soldeerkluxen moeten worden toegepast.Lood-gebaseerde soldeers moeten worden vermeden in elektronica vanwege gezondheidsrisico's en wettelijke beperkingen.Materialen zoals plastic, die schadelijke dampen kunnen smelten of uitzenden bij hoge temperaturen, zijn ongeschikt voor direct solderen.
2. Wat is het moeilijkste om te solderen?
Aluminium valt op als een uitdaging voor soldeer vanwege de snelle vorming van een oxidelaag bij blootstelling aan lucht.Deze oxidelaag belemmert het vermogen van het soldeer om zich aan het aluminiumoppervlak te houden.Speciale technieken en fluxen zijn vereist om aluminium effectief te solderen, waardoor het een complexere taak is dan het solderen van meer receptieve metalen zoals koper of zilver.
3. Pikt u op zilver voordat u soldeert?
Ja, het beitsen van zilver voor het solderen is een gebruikelijke praktijk.Pakken omvat het onderdompelen van het zilver in een milde zure oplossing om oppervlakte -oxidatie en verontreinigingen te verwijderen.Dit proces reinigt het metaal en zorgt ervoor dat het soldeer zich goed hecht en vormt een sterke, schone binding.Het is een stap om een professionele afwerking te bereiken in zilver solderen.
4. Heb ik flux nodig om te solderen?
Flux is vereist voor het solderen van bijna alle metalen.Het dient om de metalen oppervlakken tijdens het verwarmen schoon te maken en te bereiden, waardoor het soldeer soepel kan stromen en effectief kan binden.Zonder flux kan het soldeer zich niet goed hechten, wat leidt tot zwakke gewrichten en potentieel falen in elektrische of structurele integriteit.Het is een must om het juiste soort flux te gebruiken voor het metaal en de soldeer waarmee u werkt om ervoor te zorgen dat solderen goed werkt.
5. Waarom kan ik mijn soldeerbout niet inhouden?
Als u uw soldeerbout niet kunt inhouden, is dit waarschijnlijk te wijten aan:
Oxidatie van de tip: als de punt wordt geoxideerd, smelt het het soldeer niet goed.Reinig de punt met een vochtige spons wanneer het ijzer heet is.Als de oxidatie ernstig is, gebruikt u een tiptinner of vervangt u de punt.
Onjuiste temperatuur: als de temperatuur te laag is, smelt het soldeer niet.Omgekeerd, als het te hoog is, kan het soldeer verdampen of verbranden, waardoor het juiste insluiting wordt voorkomen.
Verontreiniging: zorg ervoor dat de tip niet is vervuild met andere materialen, die ook kunnen voorkomen dat het soldeer zich houdt.
Over ons
ALLELCO LIMITED
Lees verder
Quick Inviry
Stuur een aanvraag, we zullen onmiddellijk reageren.

Inzichten in druksensoren: functionaliteit, typen en gebruik
Op 2024/08/7
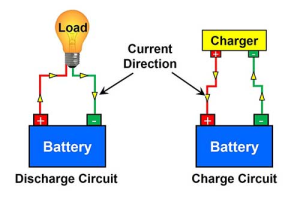
Laadmethoden
Op 2024/08/6
Populaire berichten
-
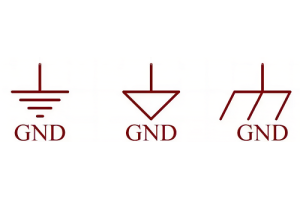
Wat is GND in het circuit?
Op 1970/01/1 3039
-

RJ-45 Connectorhandleiding: RJ-45 Connector kleurcodes, bedradingsschema's, R-J45-applicaties, RJ-45 datasheets
Op 1970/01/1 2608
-

Vezelconnectortypen: SC versus LC en LC vs MTP
Op 1970/01/1 2162
-
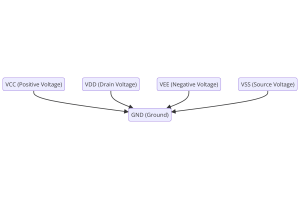
Inzicht in de voedingsspanningen in elektronica VCC, VDD, VEE, VSS en GND
Op 0400/11/13 2073
-

Vergelijking tussen DB9 en RS232
Op 1970/01/1 1790
-

Wat is een LR44 -batterij?
Elektriciteit, die alomtegenwoordige kracht, doordringt stilletjes elk aspect van ons dagelijks leven, van triviale gadgets tot levensbedreigende medische apparatuur, het speelt een stille rol.Het is echter geen gemakkelijke taak om deze energie echt te begrijpen, vooral hoe deze op te slaan en efficiënt uit te voeren.Het is tegen deze achtergrond dat dit artikel zich zal concentreren op een type...Op 1970/01/1 1754
-
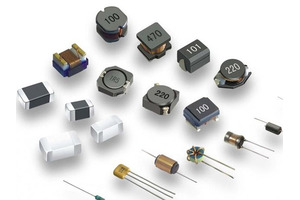
Inzicht in de basisprincipes: inductantieweerstand en capaciteit
In de ingewikkelde dans van elektrotechniek staat een trio van fundamentele elementen centraal: inductantie, weerstand en capaciteit.Elk draagt unieke eigenschappen die de dynamische ritmes van elektronische circuits bepalen.Hier beginnen we aan een reis om de complexiteit van deze componenten te ontcijferen, om hun verschillende rollen en praktische toepassingen binnen het enorme elektrische ...Op 1970/01/1 1706
-

CR2430 Batterij uitgebreide gids: specificaties, toepassingen en vergelijking met CR2032 -batterijen
Wat is CR2430 -batterij?Voordelen van CR2430 -batterijenNormCR2430 -batterijtoepassingenCR2430 equivalentCR2430 vs CR2032Batterij CR2430 maatWaar moet u op letten bij het kopen van de CR2430 en equivalentenGegevensblad PDFVeelgestelde vragen Batterijen zijn het hart van kleine elektronische apparaten.Onder de vele beschikbare typen spelen muntencellen een cruciale rol, vaak aangetroffen in rekenma...Op 1970/01/1 1640
-
Wat is RF en waarom gebruiken we het?
Radiofrequentie (RF) -technologie is een belangrijk onderdeel van moderne draadloze communicatie, waardoor gegevensoverdracht over lange afstanden mogelijk maakt zonder fysieke verbindingen.Dit artikel duikt in de basis van RF, waarin wordt uitgelegd hoe elektromagnetische straling (EMR) RF -communicatie mogelijk maakt.We zullen de principes van EMR, de creatie en controle van RF-signalen en hun b...Op 1970/01/1 1620
-
Uitgebreide gids voor HFE in transistors
Transistoren zijn cruciale componenten in moderne elektronische apparaten, waardoor signaalversterking en -controle mogelijk worden.Dit artikel duikt in de kennis rond HFE, inclusief hoe u een HFE -waarde van een transistor kunt selecteren, hoe HFE te vinden en de winst van verschillende soorten transistoren.Door onze verkenning van HFE krijgen we een dieper inzicht in hoe transistoren werken en h...Op 5600/11/13 1563
Heet onderdeelnummer
-

NL17SG125DFT2G
onsemi
IC BUFFER NON-INVERT 3.6V SC88A
BM25U-4P/2-V(51)
Hirose Electric Co Ltd
CONN HDR
R6001425XXYA
Powerex Inc.
DIODE GP 1.4KV 250A DO205AB DO9
CY8C20234-12SXIT
Infineon Technologies
IC MCU 8BIT 8KB FLASH 16SOIC
MAX321ESA+
Analog Devices Inc./Maxim Integrated
IC SWITCH SPST-NCX2 35OHM 8SOIC
SS3H10-E3/57T
Vishay General Semiconductor - Diodes Division
DIODE SCHOTTKY 100V 3A DO214AB
AAT3221IJS-1.8-T1
Skyworks Solutions Inc.
IC REG LINEAR 1.8V 150MA 8SC70JW
1703351127
Molex
CONN HEADER IMPACT 120POS PCB
MK02FN64VLF10
NXP USA Inc.
IC MCU 32BIT 64KB FLASH 48LQFP
LTC201ACS#PBF
Analog Devices Inc.
IC SWITCH SPST-NCX4 125OHM 16SO
LT3757EDD#TRPBF
Analog Devices Inc.
IC REG CTRLR MULT TOPOLOGY 10DFN
MAX2632EUK+T
Analog Devices Inc./Maxim Integrated
IC AMP CELL 100MHZ-1GHZ SOT23-5
AD8671ARZ-REEL
Analog Devices Inc.
IC OPAMP GP 1 CIRCUIT 8SOIC
VI-811717B
Vicor Corporation
H 150/350/300 5V/ 40A
SDR1307-471KL
Bourns Inc.
FIXED IND 470UH 900MA 720MOHM SM
SI4835DY
Fairchild Semiconductor
P-CHANNEL MOSFET
1N4002G
Taiwan Semiconductor Corporation
DIODE GEN PURP 100V 1A DO204AL
74F00PC
Texas Instruments
NAND GATE, F/FAST SERIES, 4 FUNC -
R7201212XXOO
Powerex Inc.
DIODE GP 1.2KV 1200A DO200AB
LTC2192CUKG#PBF
Linear Technology
LTC2192 - 16-BIT, 65MSPS, 1.8V L
ADA4051-1AKSZ-R7
Analog Devices Inc.
IC OPAMP ZERO-DRIFT 1CIRC SC70-5
UMK325LD105KN-T
Taiyo Yuden
CAP CER 1UF 50V X5R 1210
HDSP-F513
Broadcom Limited
DISPLAY 7SEG 0.4" SGL GRN 10DIP
EL4543IU
Intersil
DIFF TWISTED PAIR DRIVERS
HFA15TB60PBF
International Rectifier
DIODE GEN PURP 600V 15A TO220AC
FCD600N60Z
onsemi
MOSFET N-CH 600V 7.4A DPAK
LTC1864CMS8#TRPBF
Analog Devices Inc.
IC ADC 16BIT SAR 8MSOP
ADP2165ACPZ-R7
Analog Devices Inc.
IC REG BUCK ADJ 5A 24LFCSP
MAX809SEUR+T
Analog Devices Inc./Maxim Integrated
IC SUPERVISOR 1 CHANNEL SOT23-3
APT50M75JLLU2
Microchip Technology
MOSFET N-CH 500V 51A SOT227
JW2SN-B-DC24V
Panasonic Electric Works
RELAY GEN PURPOSE DPDT 5A 24V
MM5Z22V
Fairchild Semiconductor
DIODE ZENER 22V 0.2W 5.67% UNI
US1A-13
Diodes Incorporated
DIODE GEN PURP 50V 1A SMA
0452001.MR
Littelfuse Inc.
FUSE BRD MNT 1A 125VAC/VDC 2SMD
08051A680GAT4A
KYOCERA AVX
CAP CER 68PF 100V C0G/NP0 0805
TMS320LC203PZA
Texas Instruments
IC CMOS DSP 100LQFP -

ADS7844NB/1K
Texas Instruments
IC ADC 12BIT SAR 20SSOP
FCH76N60N
Fairchild Semiconductor
POWER FIELD-EFFECT TRANSISTOR, 7
MRF8P26080HR3
NXP USA Inc.
FET RF 2CH 65V 2.62GHZ NI780-4
BZT52C6V8SQ-7-F
Diodes Incorporated
DIODE ZENER 6.8V 200MW SOD323
VLS3015T-330MR36
TDK Corporation
FIXED IND 33UH 360MA 959MOHM SMD
1808HA150KAT1A
KYOCERA AVX
CAP CER 15PF 3KV C0G/NP0 1808
BA7809FP-E2
Rohm Semiconductor
IC REG LINEAR 9V 1A TO252-3
DSR8A600
Diodes Incorporated
DIODE GEN PURP 600V 8A TO220AC
GRM1555C1E3R0BZ01D
Murata Electronics
CAP CER 3PF 25V C0G/NP0 0402
TC07-11GWA
Kingbright
LED MATRIX 5X7 0.7" 565NM GN
ATAM893T-TKQWD
Microchip Technology
IC MCU UHF ASK/FSK XMITTER SSO24
PI3VDP12412ZHEX
Diodes Incorporated
IC DEMULTIPLEXER 4LANE 42TQFN
CL31B334KBFNNNF
Samsung Electro-Mechanics
CAP CER 0.33UF 50V X7R 1206
0154.500DR
Littelfuse Inc.
FUSE BOARD MNT 500MA 125VAC/VDC
DEA162600BT-1258C2
TDK Corporation
RF FILTER BAND PASS 2.6GHZ 0603
GRM1556T1H7R5DD01D
Murata Electronics
CAP CER 7.5PF 50V T2H 0402
TNPW040212K7BEED
Vishay Dale
RES 12.7K OHM 0.1% 1/16W 0402
MBR4060WT
Vishay General Semiconductor - Diodes Division
DIODE ARRAY SCHOTTKY 60V TO247AC